
高周波誘導加熱装置MULTIシリーズ高周波誘導加熱装置
主な用途
特徴
- 冷却水循環装置が内蔵されているコンパクト設計により、あらゆるアプリケーションに適用可能(80㎾容量仕様は、冷却水循環装置内蔵ではありません。)
- 高効率、高精度なので加熱時間がガスと比べて短縮でき、電気容量も小さく出来るので省エネ。
- 装置側(ローカル)、加熱部側(リモート)の切替操作可能。
- 内外面加熱並びに温度制御可能。
- ローラーキャスター付なので、移動が容易。
- 過電流等の保護対策が万全。
- 周波数の調整範囲が11.0㎑~22.0㎑で自由設定可能。
- 外部信号による制御も対応可能。
仕様
1.高周波誘導加熱電源装置(30㎾タイプ)

| 型式 | ACT-3030SW |
|---|---|
| 出力容量 | Max.30㎾ |
| 定格入力電圧 | 3相 200/220V |
| 定格周波数 | 50/60㎐ |
| 定格入力 | 約36kVA |
| 定格電流 | 約100A |
| INV.出力電流 | 120A |
| 発振周波数 | 11.0㎑~22.0㎑ |
| INV.出力電圧 | 250A |
| 制御方式 | INV.PWM |
| 定格使用率 | 100% |
| 冷却方式 | ラジエーター方式 強制水冷 |
| 冷却能力 | 3800kcal/h,4kg/㎝3 |
| 重量 | 約180kg |
| 寸法 | 500㎜W×700㎜D×1060㎜H (キャスター含む) |
※その他、50㎾タイプも提供します。
2.高周波誘導加熱電源装置(80㎾)

| 型式 | ACT-8020 |
|---|---|
| 出力容量 | Max.80㎾ |
| 出力周波数 | 11.0㎑~22.0㎑ |
| 入力電圧 | 3相 400V/440V |
| 周波数 | 50/60㎐ |
| 入力容量 | 125kVA |
| 冷却方式 | 強制空冷 |
| 外径寸法 | 620㎜W×1616㎜H×1050㎜D |
| 重量 | 約180kg |

お客様の加熱要求条件に応じて加熱コイルを設計します
鋼板歪取(歪矯正)用高周波誘導加熱 NETZシステム
従来ガスバーナーで熟練技術をもって行われていた鋼板溶接後の歪取施工を、高周波誘導加熱システムにより単純作業化する装置です。
現在は主に造船所においてご利用いただき、その操作性の高さに加え施工後の仕上がりにもご好評を得ております。

従来のガスバーナー作業
![]()

熟練技術不要の単純作業へ
特徴
- 熟練者を必要とせず、取扱が簡単です。簡単加熱
- 加熱ムラや加熱し過ぎがありません。均一加熱
- 再現性のある加熱が可能です。制御加熱
- ガスバーナーのような騒音がありません。無音加熱
- ガスを使用せず、炎は発生しません。安全加熱
- 高周波誘導加熱電源装置に冷却水循環装置(トランスや加熱コイルの冷却用)が内蔵のコンパクト設計で、電源装置本体の取扱も容易。
- 加熱した鋼板の冷却水もホースを装置に接続することで、加熱部に出口があり、効率的な冷却が可能。
仕様
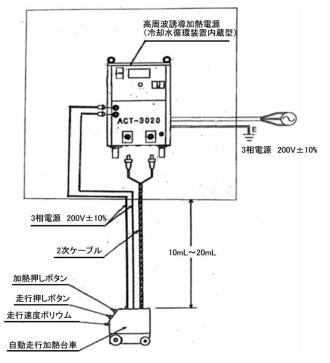
1.Standardタイプ
床面のような水平ポジションの鋼板が対象。
押しボタンの簡単スタートにより、加熱台車が自動走行し、再現性のある線状加熱及び冷却を自動施工できます。
※走行スピードの調整により、制御加熱が可能です。

装置外観

レール上を自動走行

松葉焼施工後
| 加熱コイルの形状 | U字タイプ 水冷式 |
|---|---|
| ケーブル長 | 10m標準(条件付Max.20m) |
| 加熱台車重量 | 約14kg |
※走行及び加熱停止ストッパー付
※ガイドレール1.8m×2本標準装備(ガイドレールが無くても走行します。)
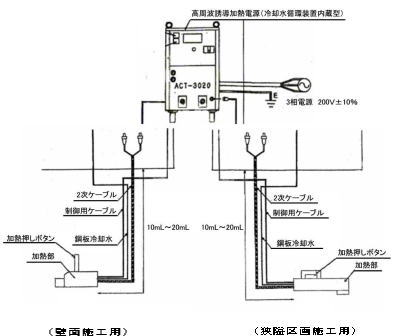
2.Handyタイプ
壁面のような垂直ポジションの鋼板が対象。
加熱時間と冷却水の流れるタイミングと時間を制御し、3点同時の再現性のある点焼施工が簡単にできます。
グリップのあるボタンを一度押せば、加熱開始停止、冷却開始停止、全て自動です。
※加熱時間の調整により、制御加熱が可能です。
(水冷却遅延時間及び水冷却時間の調整も可能)

装置外観

標準タイプV型による点焼作業

狭スペース用N型による点焼作業
| 加熱コイルの形状 | 3点式点加熱式 水冷式 |
|---|---|
| ケーブル長 | 10m標準(条件付Max.20m) |
| 加熱台車重量 | 約8kg |
※バランサー(標準装備)使用により、無重量負荷で操作
※オプションでコーナー等狭スペース用の N型 もあります。(標準タイプ V型)
3.Airタイプ
鋼板冷却が不要な仕様。
水を嫌う艤装工程に関係なく、歪取り作業が行えます。
冷却水を利用する場合に必要な、隙間やダクト等を埋め下層への浸水を防止する前処理や、歪取り作業後の水処理などが不要。⇒膨大な工数削減が可能

鋼板曲げ(ギョウ鉄)用高周波誘導加熱装置
加熱温度900℃~1000℃の加熱による三角焼等の施工に対応しており、現在は主に造船所でご使用いただいております。
特徴
- 熟練者を必要とせず、取扱が簡単です。簡単加熱
- 加熱ムラや加熱し過ぎがありません。均一加熱
- 再現性のある加熱が可能です。制御加熱
- ガスバーナーのような騒音がありません。無音加熱
- ガスを使用せず、炎は発生しません。安全加熱
加熱コイルの例
板厚50㎜対応



鋼管曲げ用高周波誘導加熱装置
均一、短時間加熱により、加熱が必要な箇所のみに集中加熱が可能となります。
特徴
- 中小径管の曲げ用加熱に対応
- 弊社小型ハンドヘルドトランスにより、ロボットアーム等への搭載が可能
導入事例
ボイラーチューブ曲げ用加熱コイル

加熱テスト時のもの

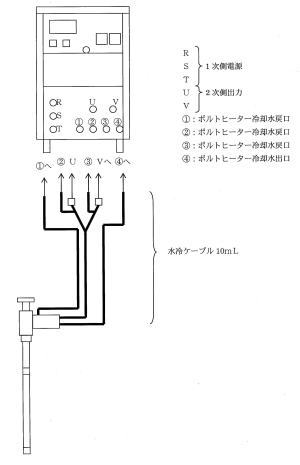
高温ボルト締め・緩め用高周波加熱装置(高周波ボルトヒーター)
ボルトヒーターの加熱時間が従来の電気抵抗加熱方式に比べ、約1/5に短縮されます。高周波誘導加熱を利用した最新の加熱方式は、どなたにも簡単に操作・加熱ができ、作業工程の短縮並びにコスト削減を図ることができます。
発電所におけるタービン車室や、フランジのボルト締めや緩め作業などにご利用いただいております。
特徴
- ボルトの急速加熱が可能。
- 高効率で省エネルギーの高周波誘導加熱方式は、ハイスピードで加熱でき、電源も高効率で電力消費も少なく加熱効率のアップが計れます。
- 高周波電源装置本体に冷却水循環装置が内蔵されているため、移動設置が簡単。
導入事例
電力プラント タービン車室

加熱電極をボルト穴に入れて、加熱中
ボルト・ネジ鍛造用高周波加熱装置
ガスや灯油、重油バーナーを焚き続けた状態の簡易炉の中にボルトやネジを入れて加熱していた方式を高周波誘導加熱方式に変更することにより、高効率で、再現性のある制御加熱が可能となり、鍛造商品の品質向上に貢献します。
特徴
- 高効率の誘導加熱により、加熱時間の短縮と省エネが実現
- 制御加熱により、再現性のある加熱が可能
- 加熱ムラの無い均一加熱
- ガスや炎を使用しないので、安全操作
- 無音加熱による好作業環境

ボルト鍛造加熱用


金属組織微細化装置
対象箇所の金属組織の微細化により軟鋼材の強化を図ることが可能となる装置です。
※軟鋼材表面に施工処理前後のミクロ組織
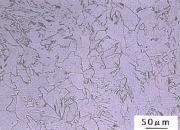
フェライト粒サイズ約23μm
![]()
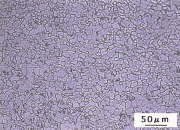
フェライト粒サイズ平均5μm
※加熱コイルは用途に合わせて設計いたします。


鋼鈑加熱処理中
特徴
- 加熱方式は加熱効率の良い、誘導加熱
- 溶接により粗大化した金属結晶粒を微細化することにより、溶接構造物の疲労寿命の延命化が可能
- 鋼まま材への施工により、施工箇所の局部的な強度化が可能
- 高周波加熱電源装置は冷却水循環装置内蔵のコンパクト設計であるため、加熱部とともに装置も移動するシステムの設計が可能
- 弊社小型ハンドヘルドトランスにより、ロボットアーム等への搭載が可能
ソリューション事例
溶接トーチ追従型高周波予熱装置
自動溶接を行う際の予熱を、溶接トーチ連動で高周波による自動追従加熱で行うことができる装置です。
特徴
- 開先の両側を同時に加熱することにより、開先加熱の均一化が可能
- 自動溶接プログラムへのノイズ等の影響無
- 放射温度計で溶接直前の予熱温度を制御可能
- 一定の予熱温度の確保により、溶接品質向上
- 高周波加熱電源装置は冷却水循環装置内蔵のコンパクト設計であるため、加熱部とともに装置も移動するシステム設計が可能
- 弊社小型ハンドヘルドトランスにより、ロボットアーム等への搭載が可能

ハンドヘルドトランス一例(加熱コイルは別仕様)